 威海超级复合加工中心
威海超级复合加工中心 威海5轴数控加工中心
威海5轴数控加工中心 威海复合加工中心
威海复合加工中心 威海数控车床
威海数控车床 威海立式车床
威海立式车床 威海立式加工中心
威海立式加工中心 威海卧式加工中心
威海卧式加工中心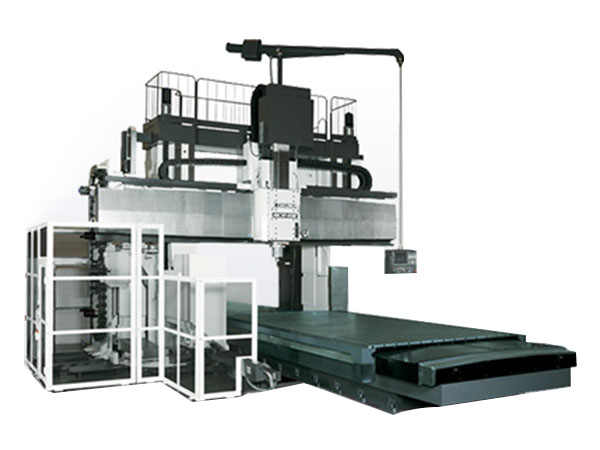 威海龙门式加工中心
威海龙门式加工中心 威海磨床
威海磨床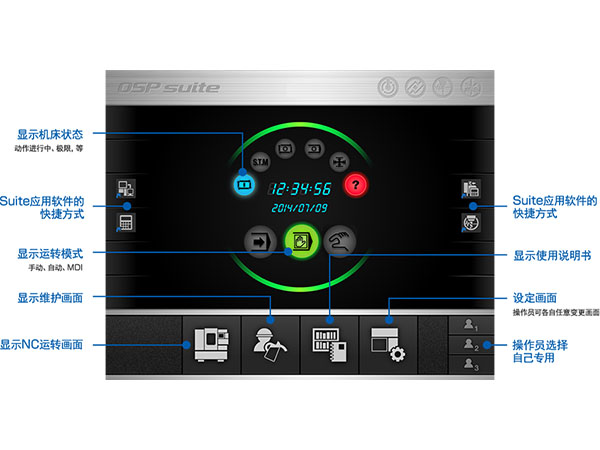 威海IT/CNC
威海IT/CNC 威海LCR-270-e型数控车床
威海LCR-270-e型数控车床 威海LBR-370-e数控车床和车削中心
威海LBR-370-e数控车床和车削中心 威海MXR-V-e-立式加工中心
威海MXR-V-e-立式加工中心 威海MAR-H-e-卧式加工中心
威海MAR-H-e-卧式加工中心 威海MBR-H-e-卧式加工中心
威海MBR-H-e-卧式加工中心 威海GENOS-数控车床
威海GENOS-数控车床 威海GENOS-立式加工中心
威海GENOS-立式加工中心 威海GENOS-数控车床和车削中心
威海GENOS-数控车床和车削中心 威海LC-450
威海LC-450 威海LC-500
威海LC-500 威海LC-600
威海LC-600 威海LC-650
威海LC-650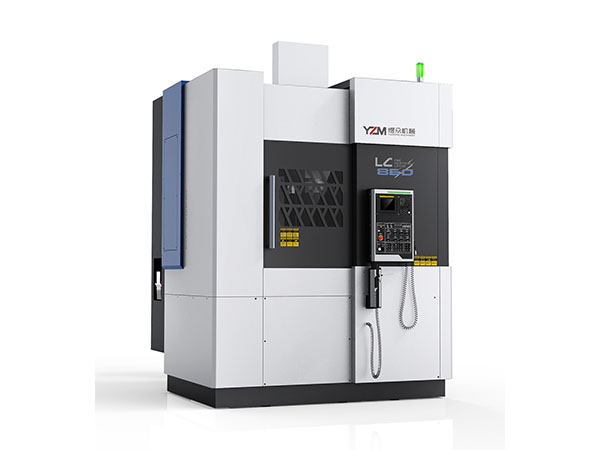 威海LC-860
威海LC-860 威海JT动力刀塔-车铣复合
威海JT动力刀塔-车铣复合 威海JT斜轨-数控车床
威海JT斜轨-数控车床 威海CK平轨-数控车床
威海CK平轨-数控车床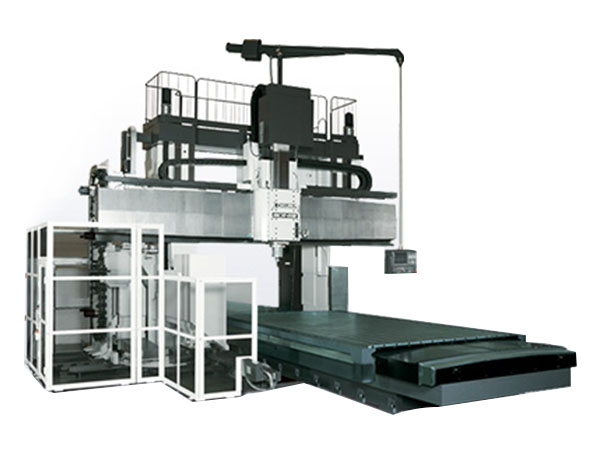




优良的基本结构是机床刚性的保证
适应重切削的龙门式结构
方形立柱的龙门结构,对上下左右、以及扭曲等的负荷具有足够的刚性、耐强力切削,能够确保高精度。

精度寿命长的横梁升降导轨面
横梁升降导轨面可确保足够的长度,无爬行运动可确保精度寿命长的结构。

同时实现高速度与高精度加工的主轴头(滑鞍导轨面)
主轴头向导是宽幅的高刚性矩形断面形状。并且,通过横梁上的辊由自重平衡装置支撑。由此可以获得高速高精度的运动与高质量的加工面。

快速且准确地完成定位
工作台导轨为滚动导向方式
工作台和工件的重量全部由淬火磨削而成的导轨面上的滚柱轴承支撑,不怕负重不受工件重量变化的影响,可实现轻快流畅的动作及准确的定位。
在工作台中间铺设了驱动部(滚珠丝杠)与窄导轨,可长时间保持稳定良好的直线运动。

高效率、大范围复合加工如您所愿
丰富的主轴头
通过更换阵容丰富的主轴头,即可实现所有形状的所有加工。
不但可以更换刀具(ATC),通过自动装卸主轴头(AAC),还可以实现处理多种工序的自动运转,大大提高生产性。

高速NC-ATC装置
刀库的刀具通过1条更换臂即可自动更换至纵、横两轴。另外,可以在本机加工过程中从刀库搬运到下一刀具待机位置,并在任意位置更换刀具,因此刀具更换时间最短。
不仅立头和90°头,而且对于30°头、万向分度头(BC轴)ATC也可对应。

产品阵容
5面加工龙门式加工中心
高刚性、高输出

轴移动量(大):X12,200・Y4,200・Z1,050mm
高功能、高精度

轴移动量(大):X12,000・Y4,200・Z800mm
节省空间、高性价比

轴移动量(大):X12,200・Y4,100・Z800mm
直线电机驱动、高速

轴移动量(大):X5,000・Y3,700・Z800mm
龙门式加工中心(上面加工)
节省空间、高速

轴移动量(大):X2,600・Y2,000・Z800mm
套管轴型式

轴移动量(大):X5,200・Y2,000・Z450mm
机床规格
MCR-C/MCR-BⅢ/MCR-A5CⅡ
| MCR-C | MCR-BⅢ※9 | MCR-A5CⅡ | |||
|---|---|---|---|---|---|
| 移动量 | X轴移动量(工作台前后) | mm | 4,200~12,200 | 3,000~12,000 | 3,200~12,200 |
| Y軸移动量(主轴头左右) | mm | 3,200~4,200 | 2,700~4,200 | 2,600~4,100 | |
| Z軸移动量(滑枕上下) | mm | 1,050[1,250] | 800[1,000] | 800 | |
| W轴移动量(横梁升降) | mm | 1,000、1,200 | 700~1,300 | 800~1,200 | |
| 有效门宽 | mm | 2,650~3,650 | 2,050~3,550 | 2,150~3,650 | |
| 工作台表面至 主轴端的大距离 | mm | 1,650~1,850 [1,550~1,750] ※1 | 1,350~1,850 [1,250~1,750] ※1 | 1,450~1,850 [1,350~1,750] ※1 | |
| 工作台 | 工作台作业面的大小 | mm | 2,000×4,000~3,000×12,000 | 1,500×2,800~3,000×11,800 | 1,500×3,000~3,000×12,000 |
| 工作台的大承载重量 | kg | 22,000~66,000 | 12,000~72,600 | 12,000~66,000 | |
| 工作台上面的形状 [T槽宽度×根数(间隔)] | mm | 24H7×11、13、15 (中央部位200) | 24H7×9~15 (中央部位200) | 24H7×11、13、15 (中央部位140、200) | |
| 距机床下面的高度 | mm | 850~950 | 800~950 | 850~950 | |
| 进给速度 | 快速进给速度 | m/min | X・Y:24、Z:15 (X・Y:24※2、Z:15)※3 (X:20、Y:24※2、Z:15)※4 | X:15、Y:20※10、Z:15 | X:30、Y:32、Z:20 (X:30、Y:32※2、Z:20)※20 (X:20、Y:32※2、Z:20)※21 (X:30、Y:30※2、Z:20)※22 (X:20、Y:30※2、Z:20)※23 |
| 切削进给速度 | mm/min | 1~10,000 | 1~10,000 | 1~10,000 | |
| W轴进给速度(横梁升降) | mm/min | 3,000 | 3,000 | 3,000 | |
| 自动刀具更换装置 | 刀柄型式 | MAS BT50 | MAS BT50 | MAS BT50 | |
| 拉钉型式 | MAS 2 | MAS 2 | MAS 2 | ||
| 刀具容纳把数 | 把 | 50 [80、100、120、180] | 32※11 [50、72、100、120、180] | 50 [80、100、120、180] | |
| 刀具大直径 | mm | 有邻接刀具:ø135 无邻接刀具:ø264 | 有邻接刀具:ø135 无邻接刀具:ø230 | 有邻接刀具:ø135 无邻接刀具:ø230 | |
| 刀具大长度 | mm | 600 | 400 | 400 | |
| 刀具大重量 | kg | 25 | 25 | 25 | |
| 刀具选择方式 | 固有地址方式 | 固有地址方式 | 固有地址方式 | ||
| 主轴 | 主轴转速 | min-1 | 4,000[6,000] | 4,000[3,600、6,000、8,000、10,000] | 4,000[6,000、10,000] |
| 主轴锥孔 | 7/24锥度No.50 | 7/24锥度No.50 | 7/24锥度No.50 | ||
| 主轴轴承内径 | mm | ø100[ø85※5、ø130※6、ø100※7] | ø100[ø85※12] | ø100[ø85※24] | |
| 电机 | 主轴用电机 | kW | 45/37(30分/连续) [37(连续)]※5 | 30/22(30分/连续)※8 [45/37(30分/连续)※13、22(连续)※5、 26/22(30分/连续)※14] | 26/22(30分/连续)※8 [26/22(30分/连续)※24、 30/22(30分/连续)※25] |
| 进给轴用电机 | kW | X:14.0、Y:9.4、Z:5.2×2 | X:9.4(14※15)、Y:7.3、Z:4.6×2 (X:9.4(14※16)、Y:9.4、Z:4.6×2)※17 | X:9.4(14※26)、Y:7.3、Z:5.2×2] | |
| 横梁升降用电机 | kW | W:4.6(5.2※18)×2 | W:4.6(5.2※18)×2 | W:4.6×2 | |
| 所需动力源 | 电源 | kVA | 60※8 | 60※8 | 60※8 |
| 气压源 | L/min(ANR) | 650(0.5MPa以上)※8 | 650(0.5MPa以上)※8 | 650(0.5MPa以上)※8 | |
| 机床尺寸 | 机床高度 | mm | 6,730、6,980 | 6,250~6,850 | 5,820~6,300 |
| 占地面积(仅限主机) | mm | 7,810×10,730~8,835×27,930 | 6,950×8,200~8,700×27,400 | 6,180×8,430~7,780×27,930 | |
| 机床重量(仅限主机) | kg | 48,000~116,000 | 36,000~120,900 | 32,000~101,000 | |
| 控制装置 | OSP-P300MA | OSP-P300MA | OSP-P300MA | ||
[ ]:内为特殊规格
| MCR-H | MCR-AF | MCV-AⅡ | |||
|---|---|---|---|---|---|
| 移动量 | X轴移动量(工作台前后) | mm | 4,200、5,200 | 2,600 | 2,000~5,200 |
| Y軸移动量(主轴头左右) | mm | 3,200、3,700 | 1,500、2,000 | 1,600、2,000 | |
| Z軸移动量(滑枕上下) | mm | 800[1,000] | 800 | 450(套管轴上下) | |
| W轴移动量(横梁升降) | mm | 1,000 | - | 1,000、1,150 | |
| 有效门宽 | mm | 2,550、3,050 | 2,600 | 1,650、2,050 | |
| 工作台表面至 主轴端的大距离 | mm | 1,550 | 1,100 [1,000※29] | 1,360~1,510 [1,380~1,530]※36 | |
| 工作台 | 工作台作业面的大小 | mm | 2,000×4,000、2,500×5,000 | 2,000×1,500、2,000×2,000 | 1,200×1,800~1,500×5,000 |
| 工作台的大承载重量 | kg | 22,000、33,000 | 10,000 | 6,000~16,000 | |
| 工作台上面的形状 [T槽宽度×根数(间隔)] | mm | 24H7×11、13 (中央部位200) | 20H7×9、11 (中央部位200) | 20H7×9、11 (中央部位140) | |
| 距机床下面的高度 | mm | 920 | 850 | 700~750 | |
| 进给速度 | 快速进给速度 | m/min | X・Y:30、Z:15 | X・Y:20、Z:10 | X・Y:20、Z:10 |
| 切削进给速度 | mm/min | X・Y:1~30,000、Z:1~15,000 | 1~10,000 | 1~10,000 | |
| W轴进给速度(横梁升降) | mm/min | 5,000 | - | 420/500(50/60Hz)※37 | |
| 自动刀具更换装置 | 刀柄型式 | MAS BT50 | MAS BT50[MAS BT50※29、MAS BT40※30、HSK-A63※31※32] | MAS BT50 | |
| 拉钉型式 | MAS 2 | MAS 2※33 | MAS 2 | ||
| 刀具容纳把数 | 把 | 50 [80、100、120、180] | 24 [32※30※31※32、48※30※31※32、50※34、72※34、100※34] | 24 [50、72、100] | |
| 刀具大直径 | mm | 有邻接刀具:ø135 无邻接刀具:ø230 | 有邻接刀具:ø125※34[ø135※35、ø90※30※31※32] 无邻接刀具:ø230※34[ø125※30※31※32] | 有邻接刀具:ø128 无邻接刀具:ø230 | |
| 刀具大长度 | mm | 400 | 400 | 400 | |
| 刀具大重量 | kg | 25 | 25※34[8※30※31※32] | 20 | |
| 刀具选择方式 | 固有地址方式 | 固有地址方式※34 [随机存储※30※31※32] | 固有地址方式 | ||
| 主轴 | 主轴转速 | min-1 | 8,000 | 8,000[12,000、15,000、20,000、25,000] | 4,000[6,000、10,000] |
| 主轴锥孔 | 7/24锥度No.50 | 7/24锥度No.50 [7/24锥度No.50※29、7/24锥度No.40※30、HSK-A63※31※32] | 7/24锥度No.50 | ||
| 主轴轴承内径 | mm | ø85 | ø85[ø100※29、ø70※30※31、 ø60※32] | ø100[ø85※24] | |
| 电机 | 主轴用电机 | kW | 26/22(30分/连续) | 26/22(30分/连续)※8 [37/26(10分/连续)※29、26/18.5(10分/连续)※30、 30/22(10分/连续)※31、15/11(30分/连续)※32] | 22/18.5(30分/连续) [22/15(30分/连续)※5、22(连续)※42] |
| 进给轴用电机 | kW | X:12※27※28(18※27※43)、Y:6※27、Z:4.6×2 | X・Y:5.2、Z:3.6×2 | X:3.5(4.2※38、4.6※39)Y:4.2、Z:4.2 | |
| 横梁升降用电机 | kW | W:5.2×2 | - | 3.7(AC)[3.6※40] | |
| 所需动力源 | 电源 | kVA | 80※8 | 55※8 | 40※8 45※8 |
| 气压源 | L/min(ANR) | 950(0.5MPa以上)※8 | 700(0.5MPa以上)※8 | 500(0.5MPa以上)※8 | |
| 机床尺寸 | 机床高度 | mm | 6,450 | 4,670[4,450※29] | 4,375~4,585※41 |
| 占地面积(仅限主机) | mm | 7,825×10,730、8,425×12,830 | 5,560×4,200、5,560×5,230 | 4,935×6,000~5,335×12,920 | |
| 机床重量(仅限主机) | kg | 64,000、75,000 | 24,500、26,000 | 19,500~30,500 | |
| 控制装置 | OSP-P300MA | OSP-P300MA | OSP-P300MA | ||
[ ]内为特殊规格 ※1:[ ]内表示立头长度为250mm的情况 ※2: 在Y轴行程两端附近减速 ※3:( )内为30×50型、30×65型、35×50型、35×65型的情况 ※4:( )内为30×80型、30×100型、35×80型、35×100型、35×120型的情况 ※5: 6,000min-1规格的情况 ※6: 高输出规格,4,000min-1规格的情况 ※7: 高输出规格,6,000min-1规格的情况 ※8: 标准规格的情况 ※9: 横梁升降形规格的情况 ※10: 35型的情况、在Y轴行程两端附近减速 ※11: 32把ATC的情况下,通过25型以上能够限制ATC的范围。 ※12: 6,000min-1、8,000min-1、10,000min-1规格的情况 ※13: 3,600min-1规格的情况 ※14: 8,000min-1、10,000min-1规格的情况 ※15: 30×120型的情况 ※16: 35×120型的情况 ※17:( )内为35型的情况 ※18: 35型的情况 ※20:( )内为30×50型、30×65型的情况 ※21:( )内为30×80型、30×100型的情况 ※22:( )内为35×50型、35×65型的情况 ※23:( )内为35×80型、35×100型、35×120型的情况 ※24: 6,000min-1、10,000min-1规格的情况 ※25: 10,000min-1 铝加工规格的情况 ※26: 25×50型、25×65型、25×80型、30型、35型的情况 ※27: 直线电机 ※28: 25×40型的情况 ※29: 12,000min-1规格的情况 ※30: 15,000min-1规格的情况 ※31: 20,000min-1规格的情况 ※32: 25,000min-1规格的情况 ※33: HSK规格中无拉钉 ※34: 8,000min-1、12,000min-1规格的情况 ※35: 8,000min-1规格或者 12,000min-1规格下刀具收纳把手为50把规格的情况 ※36: [ ]内为10,000min-1规格的情况 ※37: 横梁自动定位规格时为16型400min-1,20型340min-1 ※38: 20×40型的情况 ※39: 20×50型的情况 ※40: 横梁自动定位规格时 ※41: 标准悬吊(固定),无贯穿主轴规格的情况 ※42: 10,000min-1规格的情况 ※43: 30×50型的情况
 联系人:张总
联系人:张总
 电话:18913517208
电话:18913517208
 座机: 0512-50135964
座机: 0512-50135964
 网址:www.chibeicnc.com
网址:www.chibeicnc.com
 地址:江苏省昆山市开发区前进东路757号楼
地址:江苏省昆山市开发区前进东路757号楼

