 威海超级复合加工中心
威海超级复合加工中心 威海5轴数控加工中心
威海5轴数控加工中心 威海复合加工中心
威海复合加工中心 威海数控车床
威海数控车床 威海立式车床
威海立式车床 威海立式加工中心
威海立式加工中心 威海卧式加工中心
威海卧式加工中心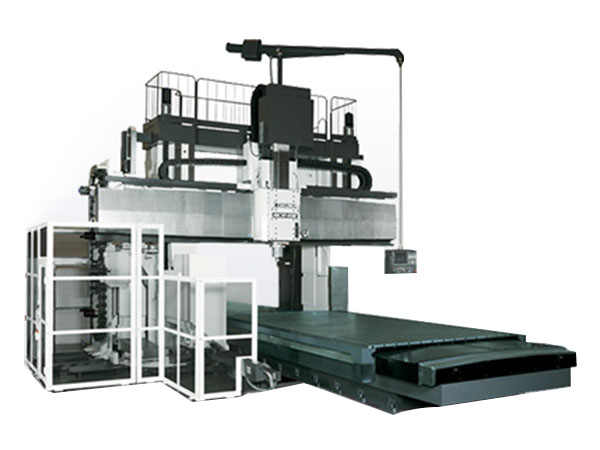 威海龙门式加工中心
威海龙门式加工中心 威海磨床
威海磨床 威海IT/CNC
威海IT/CNC 威海LCR-270-e型数控车床
威海LCR-270-e型数控车床 威海LBR-370-e数控车床和车削中心
威海LBR-370-e数控车床和车削中心 威海MXR-V-e-立式加工中心
威海MXR-V-e-立式加工中心 威海MAR-H-e-卧式加工中心
威海MAR-H-e-卧式加工中心 威海MBR-H-e-卧式加工中心
威海MBR-H-e-卧式加工中心 威海GENOS-数控车床
威海GENOS-数控车床 威海GENOS-立式加工中心
威海GENOS-立式加工中心 威海GENOS-数控车床和车削中心
威海GENOS-数控车床和车削中心 威海LC-450
威海LC-450 威海LC-500
威海LC-500 威海LC-600
威海LC-600 威海LC-650
威海LC-650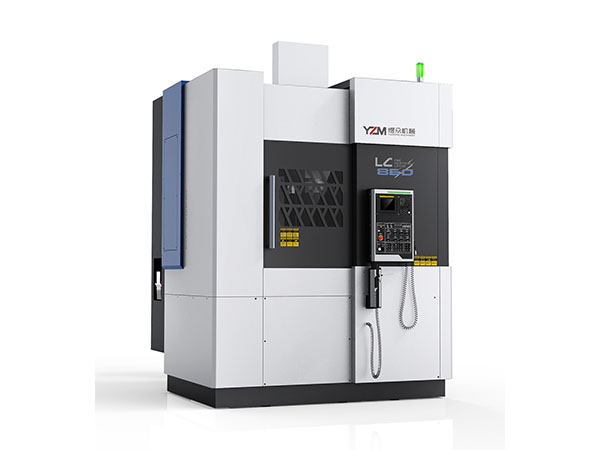 威海LC-860
威海LC-860 威海JT动力刀塔-车铣复合
威海JT动力刀塔-车铣复合 威海JT斜轨-数控车床
威海JT斜轨-数控车床 威海CK平轨-数控车床
威海CK平轨-数控车床




精度稳定
・对于大、中型的箱体、异型工件的加工更具优势。
・由于采用了箱型床身、立柱,使其具有高可靠性的高刚性结构。
・加工的工件在自重的作用下与夹紧面紧密接触,可以进行稳定的加工。
高刚性结构
・在刚性、减振性高的大型床身上,配置了坚固的箱型立柱,X、Z轴均采用了广角型的滑动面,具有高刚性、高可靠性结构。
・采用了不受进给速度影响的平衡块式平衡器,从低速到高速均能实现稳定进给。

刀架
・由于采用了充裕的大直径12角刀架,对包括残余变形在内的切削进给都可以方便地进行。
・大直径联轴器的高精度分度和强有力的液压夹紧,使得强力切削成为可能。

通过自重与夹具面紧密贴合 实现稳定的加工
・加工工件因自体重量紧密贴合卡盘基准面,可稳定地夹持工件。 可抑制夹持力导致的工件歪斜,从薄壁工件到大径、重型工件,均可实现高精度稳定加工。
另外,手动使用夹具装卡夹持不规则工件时,不需要支撑工件,因此易于安装和拆卸。


强力加工
・采用大范围额定输出的电机。
・将热位移、振动影响最小化的法兰结构主轴箱。
主轴
・主轴台采用法兰结构,强固地固定在高刚性的箱型床身上。 实现了热位移、振动影响的最小化。
・主轴采用了大功率大范围额定输出电机。并采用大直径主轴, 可以进行强力重切削。
| V40 / 2SP-V40 | V100R | |
|---|---|---|
| 主轴端型式 | A2-8 | ø380扁钢 |
| 外径 | ø120mm | ø200mm |
| 内径 | ø77mm | ø110mm |

高生产效率
・通过工序结合半成品为零。
2轴系列(2SP-V40)
1台2用的高生产效率
・因采用左右分离结构,可不受其他轴加工振动的影响,实现稳定加工。


机床规格
| 项目 | 单位 | V40R | 2SP-V40 | V100R | |
|---|---|---|---|---|---|
| 容量能力 | 大加工直径 | mm | ø400 | ø1,000 | |
| 大回转直径 | mm | ø500 | ø1,250 | ||
| 大加工长度 | mm | 450 | 890 | ||
| 大卡盘尺寸 | mm | ø450 | ø1,010 | ||
| 大工件承载质量(含卡盘) | kg | 300(400kg/800min-1※) | 1,200(2,000kg/200min-1※) | ||
| 移动量 | X轴移动量 | mm | 265 | 565 | |
| Z轴移动量 | mm | 450 | 890 | ||
| 主轴 | 主轴转速 | min-1 | 25~2,500 | 13~1,250 | |
| 主轴的变速级数 | 无级 | 自动2级(电机绕组切换2级) | |||
| 主轴端形状 | A2-8 | ø380扁钢 | |||
| 主轴轴承内径 | mm | ø120 | ø200 | ||
| 主轴贯通孔径 | mm | ø77 | ø110 | ||
| 从地面到主轴端面的高度 | mm | 960 | 1,170 | ||
| 主轴支撑方法 | 通过滚柱轴承的2点支撑 | ||||
| 刀架 | 刀架形式 | V12 | |||
| 外径车刀刀柄尺寸 | mm | □25 | □32 | ||
| 内径刀具刀柄直径 | mm | ø40、ø50 | ø40、ø50、ø63 | ||
| 进给轴 | 快速进给速度 X轴 | m/min | 24 | ||
| 快速进给速度 Z轴 | m/min | 24 | |||
| 电机 | 主轴用电机 OSP | kW | 22/18.5(30分/连续) | 45/37(5分/10分) | |
| 主轴用电机 FANUC | kW | 22/18.5(30分/连续) | 45/37(10分/15分) | ||
| 机床尺寸 | 所需占地面积(宽×长) | mm | 1,705×2,788 | 2,970×2,738 | 2,735×3,445 |
| 机床的高度 | mm | 3,040 | OSP:3,510 FANUC:3,565 | ||
| 机床质量 | kg | 7,200 | 14,000 | 14,000 | |
| 数控装置 | OSP-P300LA、FANUC 31i-B | ||||
※限制转速时的大工件承载重量/转速限制
 联系人:张总
联系人:张总
 电话:18913517208
电话:18913517208
 座机: 0512-50135964
座机: 0512-50135964
 网址:www.chibeicnc.com
网址:www.chibeicnc.com
 地址:江苏省昆山市开发区前进东路757号楼
地址:江苏省昆山市开发区前进东路757号楼

