 萍乡超级复合加工中心
萍乡超级复合加工中心 萍乡5轴数控加工中心
萍乡5轴数控加工中心 萍乡复合加工中心
萍乡复合加工中心 萍乡数控车床
萍乡数控车床 萍乡立式车床
萍乡立式车床 萍乡立式加工中心
萍乡立式加工中心 萍乡卧式加工中心
萍乡卧式加工中心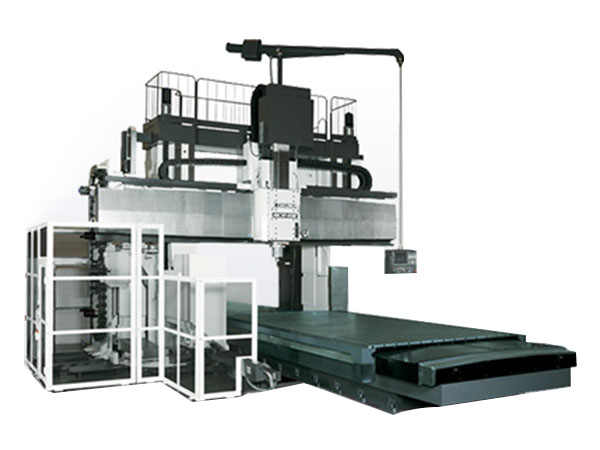 萍乡龙门式加工中心
萍乡龙门式加工中心 萍乡磨床
萍乡磨床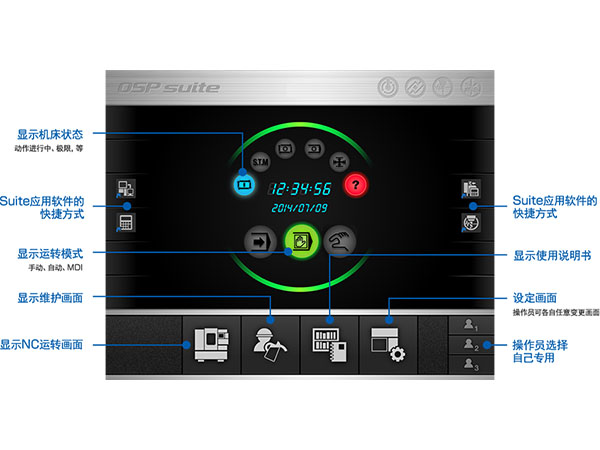 萍乡IT/CNC
萍乡IT/CNC 萍乡LCR-270-e型数控车床
萍乡LCR-270-e型数控车床 萍乡LBR-370-e数控车床和车削中心
萍乡LBR-370-e数控车床和车削中心 萍乡MXR-V-e-立式加工中心
萍乡MXR-V-e-立式加工中心 萍乡MAR-H-e-卧式加工中心
萍乡MAR-H-e-卧式加工中心 萍乡MBR-H-e-卧式加工中心
萍乡MBR-H-e-卧式加工中心 萍乡GENOS-数控车床
萍乡GENOS-数控车床 萍乡GENOS-立式加工中心
萍乡GENOS-立式加工中心 萍乡GENOS-数控车床和车削中心
萍乡GENOS-数控车床和车削中心 萍乡LC-450
萍乡LC-450 萍乡LC-500
萍乡LC-500 萍乡LC-600
萍乡LC-600 萍乡LC-650
萍乡LC-650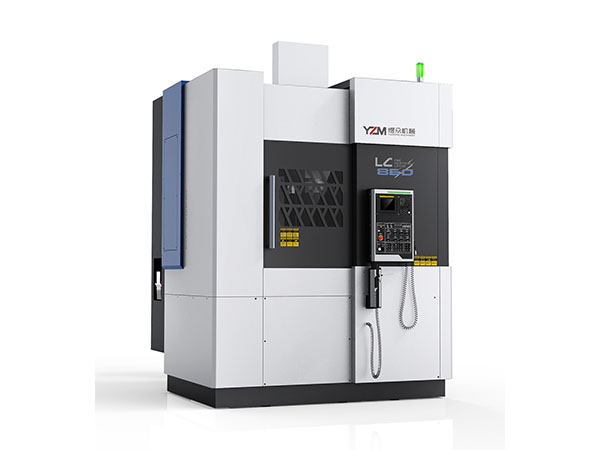 萍乡LC-860
萍乡LC-860 萍乡JT动力刀塔-车铣复合
萍乡JT动力刀塔-车铣复合 萍乡JT斜轨-数控车床
萍乡JT斜轨-数控车床 萍乡CK平轨-数控车床
萍乡CK平轨-数控车床




实现高速进给和高刚性的机床结构
・高刚性3点支撑床身
床身无扭曲,安装简便。
可长期维持高精度。
・滚珠丝杠支架
X、Y、Z轴滚珠丝杠两端的支架,经强化一体化适应高精度驱动和定位。
・滚珠丝杠冷却
标准采用X、Z轴滚珠丝杠冷却、Y轴电机座冷却。
确保高运转率下的精度稳定。
・工作台分度、托盘APC
通过齿牙盘进行分度实现工作台的高精度分度。
・标准:1度分度
・特殊规格:NC 0.001度分度
APC采用圆锥销定位,实现高精度定位和高耐久性。

高速动作减少非切削时间
| 快速进给速度: | 60m/min(X、Y、Z轴) |
| 快速进给加速度: | 0.7G(大) |
| 刀具更换时间: | 2.0秒(T-T) 4.4秒(C-C) |
| 工作台分度时间: | 2.0秒(MA-600HⅡ 1度分度 90度) 2.5秒(MA-600HⅡ 0.001度分度 90度) |
| APC时间: | 12秒(MA-600HⅡ) |
以适应广泛加工需求的主轴产品阵容实现高性价比
以高加工能力进行高效率生产

加工能力
901cm3/min(MA-500HⅡ 实测值)
标准主轴 6,000min-1 ø100面铣刀 被切削材料∶S45C
| 切削刀具 | 主轴转速 min-1 | 切削速度 m/min | 进给速度 mm/min | 切削宽度 mm | 切削深度 mm | 切削量 cm3/min |
|---|---|---|---|---|---|---|
| ø100面铣刀 10刃 (硬质合金) | 955 | 300 | 3,220 | 70 | 4 | 901 |
| ø50玉米铣刀 (硬质合金) | 1,146 | 180 | 500 | 25 | 50 | 625 |
| ø63多刃刀片钻头 (硬质合金) | 606 | 120 | 121 | - | - | - |
| M42 P4.5丝锥 | 91 | 12 | 409.5 | - | - | 81% (主轴负载) |
802cm3/min(MA-600HⅡ 实测值)
广域主轴 12,000min-1(特殊规格) ø100面铣刀 被切削材料∶S45C
| 切削刀具 | 主轴转速 min-1 | 切削速度 m/min | 进给速度 mm/min | 切削宽度 mm | 切削深度 mm | 切削量 cm3/min |
|---|---|---|---|---|---|---|
| ø100面铣刀 10刃 (硬质合金) | 955 | 300 | 2,865 | 70 | 4 | 802 |
| ø50玉米铣刀 (硬质合金) | 1,146 | 180 | 400 | 25 | 50 | 500 |
| ø63多刃刀片钻头 (硬质合金) | 606 | 120 | 91 | - | - | - |
| M42 P4.5丝锥 | 91 | 12 | 409.5 | - | - | - |
1,081cm3/min(MA-600HⅡ 实测值)
大扭矩主轴 6,000min-1(特殊规格) ø200面铣刀 被切削材料∶S45C
| 切削刀具 | 主轴转速 min-1 | 切削速度 m/min | 进给速度 mm/min | 切削宽度 mm | 切削深度 mm | 切削量 cm3/min |
|---|---|---|---|---|---|---|
| ø200面铣刀 10刃 (金属陶瓷) | 330 | 207 | 1,404 | 140 | 5.5 | 1,081 |
※登载的数据为实绩值,由于规格、刀具、加工条件等的不同,所得数据可能与登载的数据不同。
大型工件的长时间加工也可实现出众的尺寸稳定性
准确控制规则的热位移
Thermo-Friendly Concept
广泛加工领域中实现经时加工尺寸变化 8μm 以下(室温变化8℃<TAS-C适用时>实测值)
不仅实现了在室温变化时保持尺寸的高稳定性,而且也实现了在机械起动时或再次开始加工时的尺寸的高稳定性。
缩短为使热位移稳定下来的暖机运转时间,以减轻再次开始加工时的尺寸修正负担。
机床规格
| 项目 | 单位 | MA-500HⅡ | MA-600HⅡ | |||
|---|---|---|---|---|---|---|
| No. 50 | No. 40*1 | No. 50 | No. 40*1 | |||
| 移动量 | X轴移动量(立柱左右) | mm | 700 | 1,000 | ||
| Y轴移动量(主轴头上下) | mm | 900 | ||||
| Z轴移动量(工作台前后) | mm | 780 | 1,000 | |||
| 托盘上面至主轴中心的距离 | mm | 50~950 | ||||
| 托盘中心线至主轴端面的距离 | mm | 70~850 | 70~1,070 | |||
| 托盘 | 作业面尺寸 | mm | 500 × 500 | 630 × 630 | ||
| 大承载重量 | kg | 800 [1,000] | 1,200 [1,400] | |||
| 分度角度 | 度 | 1 [0.001] | ||||
| 大承载工件尺寸 | mm | ø800 × 1,000 | ø1,000 × 1,000 | |||
| 主轴 | 主轴转速 | min-1 | 50~6,000 [50~6,000(大扭矩主轴),50~12,000] | 50~15,000, 50~20,000 | 50~6,000 [50~6,000,(大扭矩主轴), 50~12,000, 20,000] | 50~15,000, 50~20,000 |
| 主轴锥孔 | 7/24锥度No. 50 [HSK-A100] | 7/24锥度No. 40, HSK-A63*2 | 7/24锥度No. 50 [HSK-A100]*3 | 7/24锥度No. 40, HSK-A63*2 | ||
| 主轴轴承内径 | mm | ø100 | ø70 | ø100 | ø70 | |
| 进给速度 | 快速进给速度 | m/min | X-Y-Z: 60 [62] | |||
| 切削进给速度 | mm/min | X-Y-Z: 1 to 60,000 | ||||
| 电机 | 主轴电机(10分/连续)*4 | kW | 30/22 [45/37*4, 37/26] | 26/18.5, 30/22 | 30/22 [45/37*4, 37/26, 55/50*5] | 26/18.5, 30/22 |
| 进给轴电机 | kW | X: 4.6, Y: 4.6 × 2, Z: 4.6 | X: 4.6, Y: 4.6 × 2, Z: 5.2 | |||
| 工作台分度电机 | kW | 3.5 | ||||
| ATC | 刀柄型式 | MAS403 BT50 [HSK-A100] | MAS 403 BT40, HSK-A63*2 | MAS403 BT50 [HSK-A100]*3 | MAS 403 BT40, HSK-A63*2 | |
| 拉钉型式 | MAS-2 [–] | |||||
| 刀库容量 | 把 | 40 [60, 81, 111, 141, 171, 195, 225, 255, 285, 320, 400] | ||||
| 刀具大直径 (有邻接刀具时)*6 | mm | ø140 | ø100 | ø140 | ø100 | |
| 刀具大直径 (无邻接刀具时)*6 | mm | ø240 | ø150 | ø240*7 | ø150 | |
| 刀具大长度 | mm | 450 | 450 | 450 [600] | 450 | |
| 刀具大重量 | kg | 25 | 10 | 25 | 10 | |
| 刀具选择方式 | 随机存储[81把以上是固有地址方式] | |||||
| 机床尺寸 | 机床高度 | mm | 3,174 | |||
| 占地面积 长×宽 | mm | 3,110 × 5,971 | 3,410 × 6,495 | |||
| 机床重量 | kg | 21,500 | 24,500 | |||
| 控制装置 | OSP-P300MA | |||||
[ ]:特殊规格
*1. No.40主轴规格为特殊规格。
*2. 20,000min-1仅限使用HSK-A63
*3. 20,000min-1仅限使用HSK-A100
*4. 超重主轴的电机功率为20分/连续。
*5. 20,000min-1主轴的电机功率为30分/连续。
*6. 选用矩阵刀库时,数据有所不同。请向我公司咨询。
*7. MA-600HⅡ 20,000min-1 规格为150mm。
 联系人:张总
联系人:张总
 电话:18913517208
电话:18913517208
 座机: 0512-50135964
座机: 0512-50135964
 网址:www.chibeicnc.com
网址:www.chibeicnc.com
 地址:江苏省昆山市开发区前进东路757号楼
地址:江苏省昆山市开发区前进东路757号楼

