 萍乡超级复合加工中心
萍乡超级复合加工中心 萍乡5轴数控加工中心
萍乡5轴数控加工中心 萍乡复合加工中心
萍乡复合加工中心 萍乡数控车床
萍乡数控车床 萍乡立式车床
萍乡立式车床 萍乡立式加工中心
萍乡立式加工中心 萍乡卧式加工中心
萍乡卧式加工中心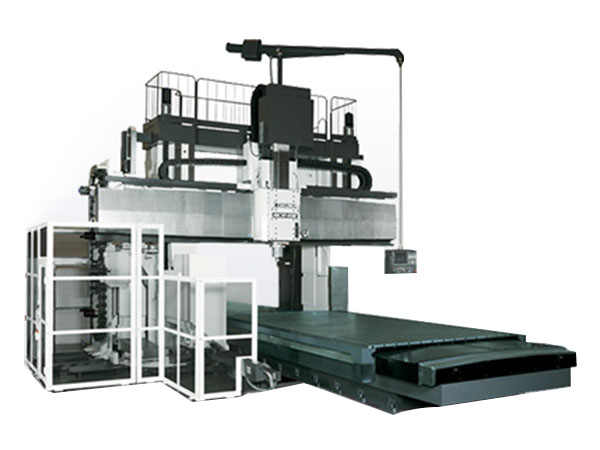 萍乡龙门式加工中心
萍乡龙门式加工中心 萍乡磨床
萍乡磨床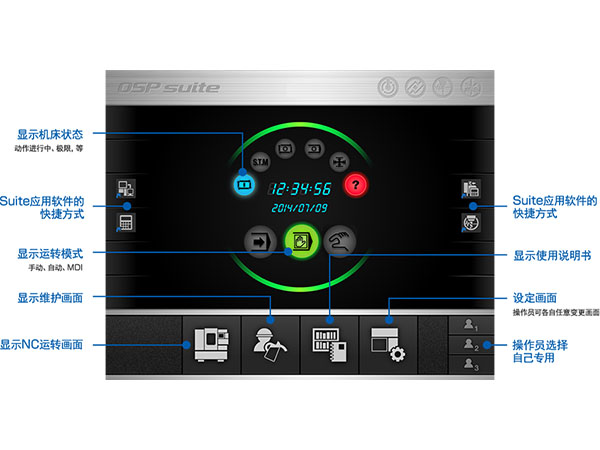 萍乡IT/CNC
萍乡IT/CNC 萍乡LCR-270-e型数控车床
萍乡LCR-270-e型数控车床 萍乡LBR-370-e数控车床和车削中心
萍乡LBR-370-e数控车床和车削中心 萍乡MXR-V-e-立式加工中心
萍乡MXR-V-e-立式加工中心 萍乡MAR-H-e-卧式加工中心
萍乡MAR-H-e-卧式加工中心 萍乡MBR-H-e-卧式加工中心
萍乡MBR-H-e-卧式加工中心 萍乡GENOS-数控车床
萍乡GENOS-数控车床 萍乡GENOS-立式加工中心
萍乡GENOS-立式加工中心 萍乡GENOS-数控车床和车削中心
萍乡GENOS-数控车床和车削中心 萍乡LC-450
萍乡LC-450 萍乡LC-500
萍乡LC-500 萍乡LC-600
萍乡LC-600 萍乡LC-650
萍乡LC-650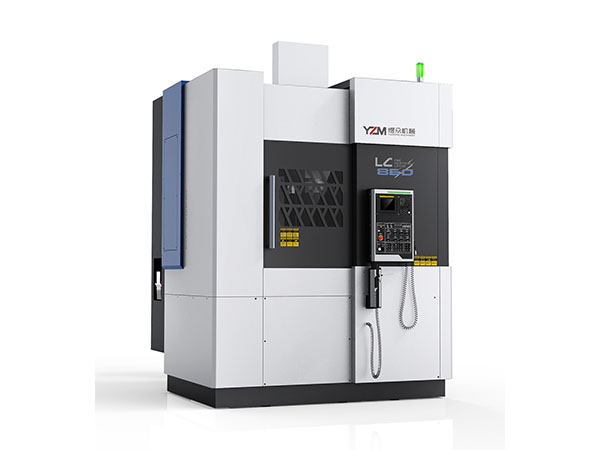 萍乡LC-860
萍乡LC-860 萍乡JT动力刀塔-车铣复合
萍乡JT动力刀塔-车铣复合 萍乡JT斜轨-数控车床
萍乡JT斜轨-数控车床 萍乡CK平轨-数控车床
萍乡CK平轨-数控车床




优异的主机结构发挥高性能

实现稳定加工的高刚性结构 1.有效抵抗扭曲、弯曲的一体式结构的立柱 2.高刚性主轴台固定式 ・支持不平衡工件加工的主轴结构 ・主轴轴承: VTM-1200YB ø260 VTM-2000YB ø200+推力轴承ø650 ・承载重量: VTM-1200YB 3,000kg(包括卡盘) 特殊规格 5,000kg VTM-2000YB 10,000kg (不包括工作台) | 高速动作 ・进给轴高速化 32m/min(X、Y、Z轴全部采用) ・ATC时间缩短(C-C) 12.5sec ・B轴分度时间缩短 2.4sec/90°
|
对应难切削材料加工的强大加工能力
车削加工 [VTM-2000YB 实测值]
强力切削 6.5mm2
(工件材质:S45C)

铣削加工[VTM-2000YB 实测值]
铣削加工切削量 1,000cm3/min
(工件材质 S45C、刀具 ø100mm 铣刀 10刃)

※登载的数据为实绩值,由于规格、刀具、加工条件等的不同,所得数据可能与登载的数据不同。
高精度控制
 | 圆度切削(X-Y平面) 圆度 2.1μm(实测值) 工件材质:Al 加工直径:ø115 加工宽度:25 刀具:硬质合金立铣刀 ø13 4刃 切削速度:326m/min(8,000min-1) 进给速度:1,000mm/min(0.03125mm/刃) | B轴控制 标准:0.001°分度 特殊规格:NC-B轴(五轴联动控制) |
※登载的数据为实绩值,由于规格、刀具、加工条件等的不同,所得数据可能与登载的数据不同。
同时5轴加工:B轴NC控制(特殊规格)
〈大型螺旋锥齿轮的加工工序集约〉
该复合加工机实现了包含高价专用机在内的3种机型加工工序的集约。
不但有效降低了设备成本,节省了安装空间,还大幅缩短了生产周期。同时,依靠5轴联动控制(B轴NC)和高精度C轴,实现高精度加工。
单一螺距误差精度 JIS 5级(旧JIS 1级)
累计螺距误差精度 JIS 2级(旧JIS 0级)

・主要规格:
B轴NC控制
高精度C轴
Super-NURBS(高速轮廓加工功能)
齿面精加工(淬火后HRC60)
加工时间:17小时42分

机床规格
| 项目 | 单位 | VTM-1200YB | VTM-2000YB | |||||
|---|---|---|---|---|---|---|---|---|
| 容量能力 | 大卡盘尺寸 | mm | ø1,250 | ø2,000 | ||||
| 大加工直径 | mm | ø1,200 | ø2,000 | |||||
| 大回转直径 | mm | ø1,500 | ø2,400 | |||||
| 大加工长度(高度) | mm | 1,080[1,530] | 1,400 | |||||
| 大工件承载重量 | kg | 3,000[5,000](含卡盘) | 10,000 | |||||
| 行程 | X轴行程 | mm | 1,270 | 1,600 | ||||
| Y轴行程 | mm | 1,000(-500~+500) [1,240(-620~+620)] | 1,600(-800~+800) | |||||
| Z轴行程 | mm | 1,080[1,530] | 1,400 | |||||
| C轴控制角度 | 度 | 360(小控制角度0.001) | ||||||
| B轴控制角度 | 度 | 150(-30~+120)(小控制角度0.001) | ||||||
| 车削主轴 | 主轴转速 | min-1 | 5~500[4~400] | 4~300[4~200] | ||||
| 主轴变速档数 | 自动2级(电机绕组切换2级) | |||||||
| 主轴大扭矩 | N・m | 6,093/4,062(20分/连续) | 8,415/5,610(20分/连续) | |||||
| 主轴端刀尖形状 | mm | ø380平端 | ø1,400[ø2,000]工作台 | |||||
| 主轴轴承内径 | mm | ø260 | ø200 | |||||
| 主轴孔的贯通孔径 | mm | ø160 | ø110 | |||||
| 刀架 (刀具主轴) | 刀架型式 | H1、ATC | ||||||
| 刀架上刀具的安装把数 | L、M刀具共用 1把 | |||||||
| 车刀刀柄载面/ 镗杆直径 | mm | □25、□32/ø40、ø50 | ||||||
| 动力刀具主轴 | 主轴高转速 | min-1 | 40~10,000 | |||||
| 主轴大扭矩 | N・m | 505/300/205(3分/30分/连续) | ||||||
| 主轴直径 | mm | ø90 | ||||||
| 刀具交换 | 刀柄/拉钉型式 | MAS BT50[CAPTO C8、HSK-A100] | ||||||
| 刀库刀具数量(刀库收藏把数) | 把 | 36[60、120※1] | 36[60、120] | |||||
| 刀具大直径 | mm | 无邻接刀具:ø290[ø250※2]、有邻接刀具:ø170 | ||||||
| 大刀具长度 (刀柄基准端面起) | mm | 500[600]※3 | 500[600] | |||||
| 刀具大重量 | kg | 30[40]※3 | 30[40] | |||||
| 进给轴 | 切削进给量指令范围 | mm/rev | 0.001~1,000.000 | |||||
| 快速进给速度 | m/min | X・Z・Y:32 | ||||||
| min-1 | B:19.5、C:20 | |||||||
| 电机 | 主轴 | kW | OSP:30/22(30分/连续)、FANUC:30/22(30分/连续) | |||||
| 动力刀具主轴 | kW | OSP:37/30/22(3分/30分/连续)、FANUC:37/30/22(3分/30分/连续) | ||||||
| 进给轴 | kW | OSP:X:5.2、Y:4.6、Z:4.6×2 FANUC:X:5.0、Y:5.5、Z:5.5×2 | X:4.6×2、Y:4.6、Z:5.2×2 | |||||
| B轴 | kW | OSP:4.6、FANUC:5.5 | ||||||
| 机床尺寸 | 机床高度 | mm | 4,273[4,990] | 4,967 | ||||
| 所需要地面积(宽度×长) | mm | 5,512×5,471 | 5,970×6,973 | |||||
| 重量 | kg | 28,000[29,500]※4 | 43,000※4 | |||||
| 数控装置 | OSP-P300SA、FANUC 31i-B | |||||||
[ ]:特殊规格
※1:120把刀库(矩阵式)规格时,刀具大长度为600mm×重量40kg
※2:120把刀库规格时
※3:刀具大长度600mm×重量40kg规格时,本机成为立柱加高规格
※4:仅本机床(不包含ATC刀库重量)

 联系人:张总
联系人:张总
 电话:18913517208
电话:18913517208
 座机: 0512-50135964
座机: 0512-50135964
 网址:www.chibeicnc.com
网址:www.chibeicnc.com
 地址:江苏省昆山市开发区前进东路757号楼
地址:江苏省昆山市开发区前进东路757号楼

