

(一) 工作中认真做到:
1、 工件的毛面不准直接安置在工作台面上,应用垫铁或螺旋顶支承;立式车床严禁利用工作台面进行其他作业 如用锤击校正工件、焊接工件等等。
2、 找正工件时只能点动工作台低速回转找正,不准高速找正。
3、 开停工作台时,工作台开停手把只能用手扳动,严禁用脚蹬。
4、 工作台转动时不准干做横梁升降和刀架快速移动。
5、 移动横梁时须先松开夹紧装置,移动完毕应立即夹紧。横梁每次下降后,应其上升少许,以消除丝杠、螺母间隙。
6、 不允许垂下直刀架及侧刀架的滑枕伸出很长的情况下进行重力切削加工;五轴机床使用垂直刀架进行加工,特别是作重力切削时,数控五轴机床应将栋梁尽可能降到接近工作的位置上。
7、 作断续切削加工时,要适当减少进刀量和工作台转速。

8、 变速时操纵杆必须推到规定的位置。如齿轮未啮合好,应以工作后微动进行调正,不准强制扳动工人台"开停"手柄。
(二) 工作后,有两个垂直刀架的机床,应将垂直刀架对称停到横梁两端;立式车床有一个垂直刀架的机床,应将垂直刀架停在横梁的中间位置;数控五轴机床侧刀架应移到立柱的Z下端位置上。
结构特点
1、主变速箱液压变速;五轴机床工作台转速手动转阀选定,通过电液操纵实现;
2、垂直刀架,液压系统备有保压装置;
3、横梁夹紧机构采用弹簧夹紧,液压松开;
4、备有数显装置(需特殊订货*);
5、主变速箱及工作台主轴支撑及传动自动润滑;
6’主传动皮带拉力、主轴轴承间隙、五轴机床垂直滑枕螺母间隙及横梁夹紧力均可调;
7、进给机构有保险装置;
8、CJ5710定梁立车其横梁固定无行程,不带侧刀架;

 超级复合加工中心
超级复合加工中心 5轴数控加工中心
5轴数控加工中心 复合加工中心
复合加工中心 数控车床
数控车床 立式车床
立式车床 立式加工中心
立式加工中心 卧式加工中心
卧式加工中心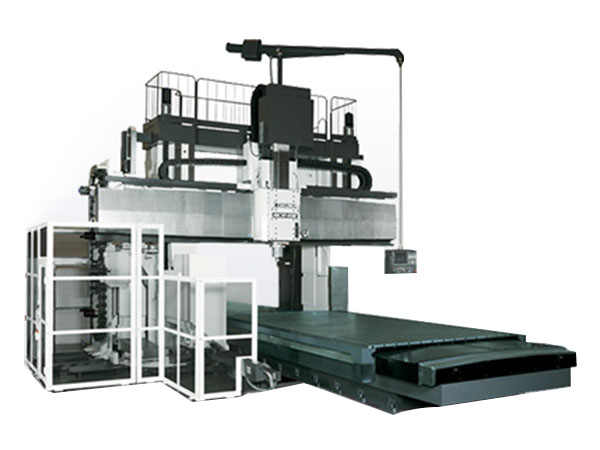 龙门式加工中心
龙门式加工中心 磨床
磨床 IT/CNC
IT/CNC LCR-270-e型数控车床
LCR-270-e型数控车床 LBR-370-e数控车床和车削中心
LBR-370-e数控车床和车削中心 MXR-V-e-立式加工中心
MXR-V-e-立式加工中心 MAR-H-e-卧式加工中心
MAR-H-e-卧式加工中心 MBR-H-e-卧式加工中心
MBR-H-e-卧式加工中心 GENOS-数控车床
GENOS-数控车床 GENOS-立式加工中心
GENOS-立式加工中心 GENOS-数控车床和车削中心
GENOS-数控车床和车削中心 LC-450
LC-450 LC-500
LC-500 LC-600
LC-600 LC-650
LC-650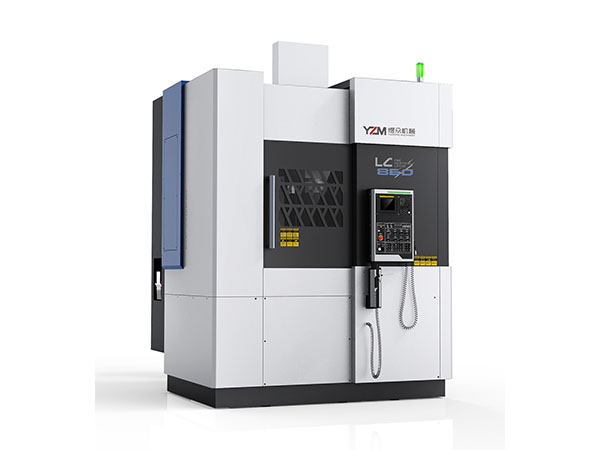 LC-860
LC-860 JT动力刀塔-车铣复合
JT动力刀塔-车铣复合 JT斜轨-数控车床
JT斜轨-数控车床 CK平轨-数控车床
CK平轨-数控车床 联系人:张总
联系人:张总
 电话:18913517208
电话:18913517208
 座机: 0512-50135964
座机: 0512-50135964
 网址:www.chibeicnc.com
网址:www.chibeicnc.com
 地址:江苏省昆山市开发区前进东路757号楼
地址:江苏省昆山市开发区前进东路757号楼

