

数控车床的液压动力站部分可作为一个模块置于机床后面。在需用尾座的大批量加工时,可加装液压尾座系统,使之成为另一个可操作模块,共用同一液压动力系统。 在加工中,当程序运行至需要进行变速状态时,数控系统先发出停车信号,五轴数控机床然后程序发出控制信号使液压泵起动供油,立式车床同时液压系统的电磁阀根据控制信号进行吸合,向变速油缸供油,使活塞杆伸出或退回,推动拨叉使齿轮进行变速,当齿轮移动到位后,凸轮触动微动开关,反馈信号至数控系统,则变速结束,程序继续向下运行执行加工工件。

主轴变速模块安装在主轴箱上,其由支架、油缸及油管、微动开关等组成。支架长宽尺寸与主轴箱顶部尺寸相同,整个主轴变速模块安装在主轴箱上面原用于安装盖板用的四个螺钉孔上,并加打定位销孔以作模块的定位。支架中部有隔板支撑,变速油缸固定在隔板上,并位于所要控制滑移的齿轮轴正上方,与导向轴同轴;油缸活塞杆位于导向轴内,与变速拨叉通过销轴联接;变速拨叉套在导向轴上,五轴数控机床可在活塞杆的带动下沿导向轴来回移动;导向轴为中空并开有导向槽,以便活塞杆与变速拨叉联接,立式车床导向轴由销轴固定在支架上;两个齿轮变位拨叉均为向下垂直结构,分别卡在对应的滑移齿轮的变速凹槽内。 变速时油缸供油,则活塞杆通过销轴带动滑移拨叉移动滑移齿轮,使齿轮进行变速啮合,齿轮到位后由拨叉上的凸块触动盖板上的微动开关,发出齿轮到位信号,则为变速结束。

 超级复合加工中心
超级复合加工中心 5轴数控加工中心
5轴数控加工中心 复合加工中心
复合加工中心 数控车床
数控车床 立式车床
立式车床 立式加工中心
立式加工中心 卧式加工中心
卧式加工中心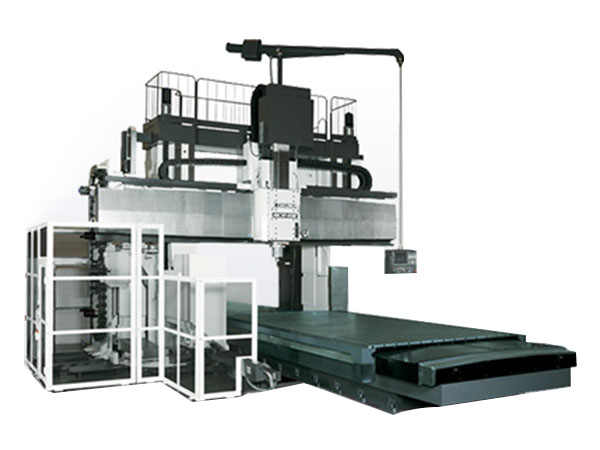 龙门式加工中心
龙门式加工中心 磨床
磨床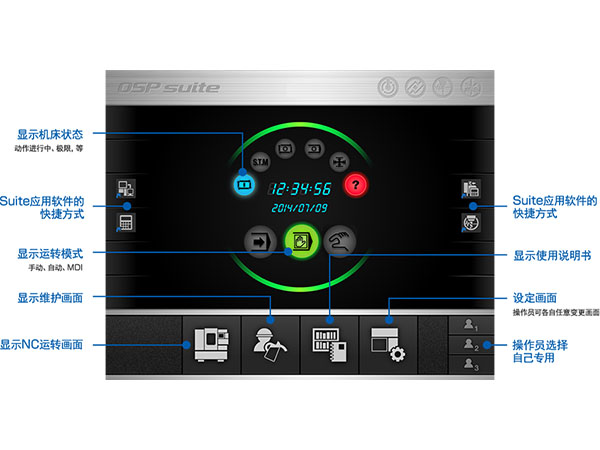 IT/CNC
IT/CNC LCR-270-e型数控车床
LCR-270-e型数控车床 LBR-370-e数控车床和车削中心
LBR-370-e数控车床和车削中心 MXR-V-e-立式加工中心
MXR-V-e-立式加工中心 MAR-H-e-卧式加工中心
MAR-H-e-卧式加工中心 MBR-H-e-卧式加工中心
MBR-H-e-卧式加工中心 GENOS-数控车床
GENOS-数控车床 GENOS-立式加工中心
GENOS-立式加工中心 GENOS-数控车床和车削中心
GENOS-数控车床和车削中心 LC-450
LC-450 LC-500
LC-500 LC-600
LC-600 LC-650
LC-650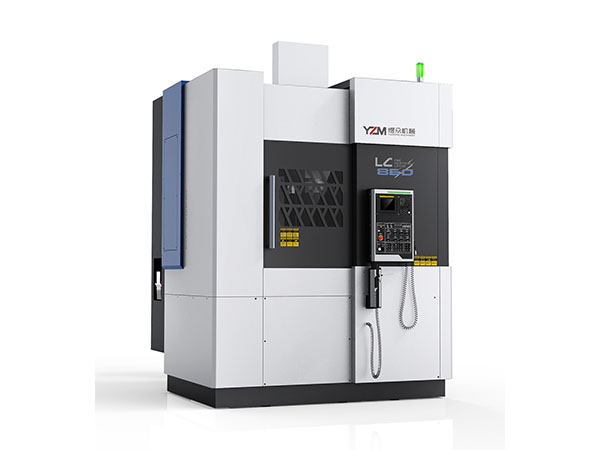 LC-860
LC-860 JT动力刀塔-车铣复合
JT动力刀塔-车铣复合 JT斜轨-数控车床
JT斜轨-数控车床 CK平轨-数控车床
CK平轨-数控车床 联系人:张总
联系人:张总
 电话:18913517208
电话:18913517208
 座机: 0512-50135964
座机: 0512-50135964
 网址:www.chibeicnc.com
网址:www.chibeicnc.com
 地址:江苏省昆山市开发区前进东路757号楼
地址:江苏省昆山市开发区前进东路757号楼

