

无心磨床是不需要选用工件的轴心而施行磨削的一类磨床。是由磨削砂轮,调整轮和工件支架三个机构构成,其间磨削砂轮实践担任磨削的工作,调整轮控制工件的旋转,并使工件发生进刀速度,至于工件支架乃在磨削时支撑工件,这三种机件可有数种合作的方法,但中止研磨除外,原理上都相同介绍下无心磨床的结构特性及用处:无心磨床首要用来磨削直径5-10mm,长度在标准气门的锁夹槽和杆短部的倒角砂轮主轴轴承选用液体动静压轴承,承载能力大,刚性好,反转精度高;导轮主轴轴承选用前轴承为两个圆锥孔双列圆柱滚子轴承,后轴承为成对面对面角触摸球轴承的规划,支撑刚性好,反转精度高;工作转速为无级变速,便于对不同直径的零件挑选适宜的转速。

无心磨床选用专用成型砂轮,形状精度好,耐用度高。导轮修整器纵向移动用调速电机驱动。可无极调速,便于挑选抱负的修整速度,以获得杰出的导轮表面质量;竖进给体系选用了手动与伺服电机进给相结合的方法;横进给部件坐落床身内部,由伺服电机驱动滚珠丝杆移动导轮座,为一般出产作业的首要进给,具有移动灵敏,微进给精度高,运用寿命长的特点;手动进给部件坐落导轮架内部,可在需要时,改动导轮与托板之间的距离,以满足加工不同直径的零件的要求。

 超级复合加工中心
超级复合加工中心 5轴数控加工中心
5轴数控加工中心 复合加工中心
复合加工中心 数控车床
数控车床 立式车床
立式车床 立式加工中心
立式加工中心 卧式加工中心
卧式加工中心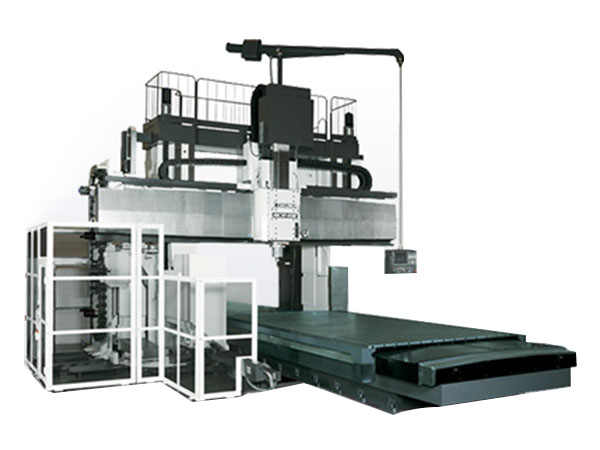 龙门式加工中心
龙门式加工中心 磨床
磨床 IT/CNC
IT/CNC LCR-270-e型数控车床
LCR-270-e型数控车床 LBR-370-e数控车床和车削中心
LBR-370-e数控车床和车削中心 MXR-V-e-立式加工中心
MXR-V-e-立式加工中心 MAR-H-e-卧式加工中心
MAR-H-e-卧式加工中心 MBR-H-e-卧式加工中心
MBR-H-e-卧式加工中心 GENOS-数控车床
GENOS-数控车床 GENOS-立式加工中心
GENOS-立式加工中心 GENOS-数控车床和车削中心
GENOS-数控车床和车削中心 LC-450
LC-450 LC-500
LC-500 LC-600
LC-600 LC-650
LC-650 LC-860
LC-860 JT动力刀塔-车铣复合
JT动力刀塔-车铣复合 JT斜轨-数控车床
JT斜轨-数控车床 CK平轨-数控车床
CK平轨-数控车床 联系人:张总
联系人:张总
 电话:18913517208
电话:18913517208
 座机: 0512-50135964
座机: 0512-50135964
 网址:www.chibeicnc.com
网址:www.chibeicnc.com
 地址:江苏省昆山市开发区前进东路757号楼
地址:江苏省昆山市开发区前进东路757号楼

