

斜床身的数控车床选用斜布置,床身采用空心结构,机床在工作中的抗弯性、抗扭刚度大大提高,同时具有较高的安稳性能。斜床身数控车床的高刚度、高稳定性,为机床的高精度加工提供了有力保障。
斜床身数控车床主要用于加工复杂的回转体零件。满足表面圆、台阶、锥面、球面、沟槽、挑螺纹及杂乱表面的加工。满足于铜、铝、铁、不锈钢等铸件的粗坯、精加工。

斜床身数控车床可靠性好、刚性强、精度高、寿命长、速度快。可可靠地完成各种难加工材料的粗细、精加工。选择旋转塔刀,使其定位精度高,切割变形小。
当工件在调质、正火、退火、硬度低于45HRC时,切削加工余量、表面光洁度、消除贫碳层等等,切削过程中工件在调质、正火、退火以及硬度低于45HRC时,不会形成潜在功能。
硬加工是指加工工件的淬硬,如50-65HRC的高硬度、轴承钢、高速钢、轧.钢、普通淬火钢及淬火态模具钢等,对切削加工有明显影响。在加工过程中,车铣复合机床工件表面存在一定程度的损伤,主要原因是切削热的产生与传递、高速碰撞与磨损等。硬切削加工表面完整性内容主要包括表面排列形状及其硕度、表面粗糙度、尺度精度、残余应力分布及白层的产生。
被加工工件表面硬度随着进给量和切削量的减小而增加,随切削速度的提高而增加。加工过的工件表面硬度越高,其硬化层深度就越大。工件表面经过硬切削后仍处于残余压应力,磨削后工件的压应力主要集中于工件的表面。
影响工件外观完整性的因素为工件的硬度,工件硬度值越大,残余压应力的组成越有利。使用切削时,材料钝角半径越大,残余压应力值越大;工件硬度越高,残余压应力值越大。
白色层组分是影响已加工工件表面质量的另一个重要因素。伴随着硬切削过程而形成的一种排列形状就是白层。白层具有高硬度、高耐腐蚀、高脆等磨削性能。高脆性容易形成早期脱落失效,甚至在工件加工后形成一个阶段后破裂。

 超级复合加工中心
超级复合加工中心 5轴数控加工中心
5轴数控加工中心 复合加工中心
复合加工中心 数控车床
数控车床 立式车床
立式车床 立式加工中心
立式加工中心 卧式加工中心
卧式加工中心 龙门式加工中心
龙门式加工中心 磨床
磨床 IT/CNC
IT/CNC LCR-270-e型数控车床
LCR-270-e型数控车床 LBR-370-e数控车床和车削中心
LBR-370-e数控车床和车削中心 MXR-V-e-立式加工中心
MXR-V-e-立式加工中心 MAR-H-e-卧式加工中心
MAR-H-e-卧式加工中心 MBR-H-e-卧式加工中心
MBR-H-e-卧式加工中心 GENOS-数控车床
GENOS-数控车床 GENOS-立式加工中心
GENOS-立式加工中心 GENOS-数控车床和车削中心
GENOS-数控车床和车削中心 LC-450
LC-450 LC-500
LC-500 LC-600
LC-600 LC-650
LC-650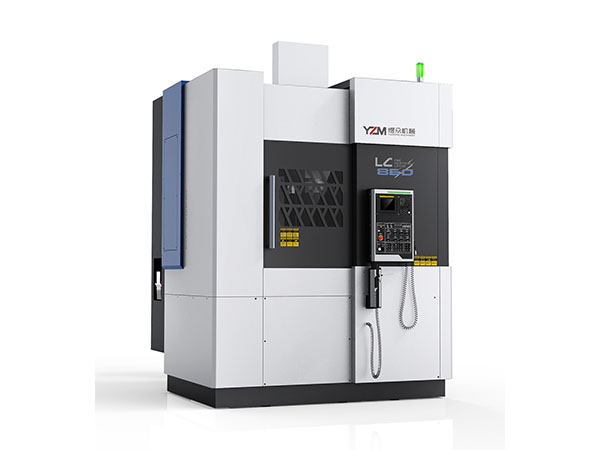 LC-860
LC-860 JT动力刀塔-车铣复合
JT动力刀塔-车铣复合 JT斜轨-数控车床
JT斜轨-数控车床 CK平轨-数控车床
CK平轨-数控车床 联系人:张总
联系人:张总
 电话:18913517208
电话:18913517208
 座机: 0512-50135964
座机: 0512-50135964
 网址:www.chibeicnc.com
网址:www.chibeicnc.com
 地址:江苏省昆山市开发区前进东路757号楼
地址:江苏省昆山市开发区前进东路757号楼

