

CNC加工在差异工序时,必定要视零件的结构与工艺性,数控加工中心机床的功能,零件数控加工内容的多少,装置次数及本单位出产组织情况活络掌握。另建议选用工序会集的原则仍是选用工序涣散的原则,要依据实际情况来确认,但必定力求合理。工序的差异一般可按下列办法进行:
1、刀具集平分序法。
这种办法是按所用刀具差异工序,用同一把刀具加工完零件上全部能够完毕的部位。为了减少换刀时刻,紧缩空程时刻,减少不必要的定位差错,五轴数控机床厂家可按刀具会集工序的办法加工零件,即在一次装夹中,尽或许用一把刀具加工出或许加工的所用部位,然后再换另一把刀加工其他部位。这样可减少换刀次数,紧缩空程时刻,减少不必要的定位差错。

2、以加工部位分序法。
每个零件结构形状不同,各表面的技能要求也有所不同,故加工时,其定位办法各有差异,因此可依据定位办法的不同来差异工序。
关于加工内容许多的零件,可按其结构特点将加工部分分红几个部分,如内形、外形、曲面或平面等。一般先加工平面、定位面,后加工孔;先加工简略的几许形状,再加工凌乱的几许形状;先加工精度较低的部位,再加工精度要求较高的部位。
3、以粗、精加工分序法。
依据零件的加工精度、刚度和变形等因从来差异工序时,可按粗、精加工分隔的原则来差异工序,即先粗加工再精加工,此时可用不同的机床或不同的刀具进行加工;关于易发生加工变形的零件,因为粗加工后或许发生的变形而需求进行校形,故一般来说凡要进行粗、精加工的都要将工序分隔。

 超级复合加工中心
超级复合加工中心 5轴数控加工中心
5轴数控加工中心 复合加工中心
复合加工中心 数控车床
数控车床 立式车床
立式车床 立式加工中心
立式加工中心 卧式加工中心
卧式加工中心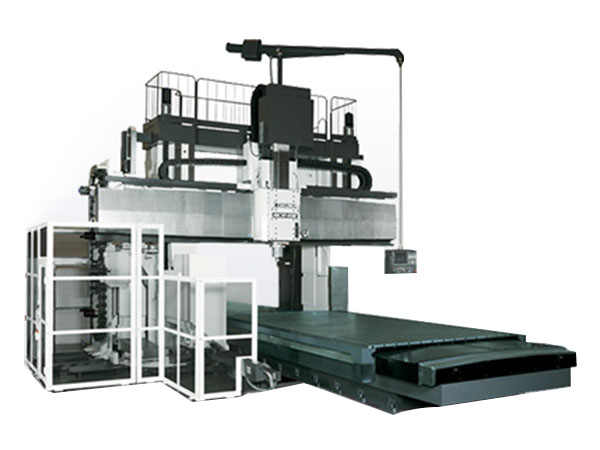 龙门式加工中心
龙门式加工中心 磨床
磨床 IT/CNC
IT/CNC LCR-270-e型数控车床
LCR-270-e型数控车床 LBR-370-e数控车床和车削中心
LBR-370-e数控车床和车削中心 MXR-V-e-立式加工中心
MXR-V-e-立式加工中心 MAR-H-e-卧式加工中心
MAR-H-e-卧式加工中心 MBR-H-e-卧式加工中心
MBR-H-e-卧式加工中心 GENOS-数控车床
GENOS-数控车床 GENOS-立式加工中心
GENOS-立式加工中心 GENOS-数控车床和车削中心
GENOS-数控车床和车削中心 LC-450
LC-450 LC-500
LC-500 LC-600
LC-600 LC-650
LC-650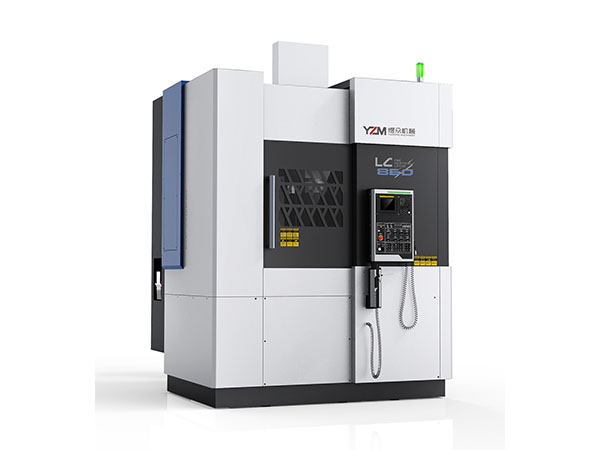 LC-860
LC-860 JT动力刀塔-车铣复合
JT动力刀塔-车铣复合 JT斜轨-数控车床
JT斜轨-数控车床 CK平轨-数控车床
CK平轨-数控车床 联系人:张总
联系人:张总
 电话:18913517208
电话:18913517208
 座机: 0512-50135964
座机: 0512-50135964
 网址:www.chibeicnc.com
网址:www.chibeicnc.com
 地址:江苏省昆山市开发区前进东路757号楼
地址:江苏省昆山市开发区前进东路757号楼

