

当数控加工中心产生振动时,工艺系统的正常切削过程受到干扰和破坏。振动不仅严重恶化加工表面质量,而且还会缩短数控加工中心及刀具使用寿命。因此我们有必要采取一些措施来减小或者消除数控加工中心产生振动。
首先,我们应该先了解一下造成振动的原因有哪些:
1、在低频振动时,主要是由于Y方向的振动引起了切削力的变化,使得F相离>F趋近而产生了振动。
2、车削过程中产生宽而薄的切屑时,Y方向的振动引起了切削力的变化,当切削截面宽而薄时,Y方向的振动将引起切削截面积及切削力的剧烈变化。因此,在这种情况下极易产生振动。例如:在纵走刀车削时,切深愈大,进给量愈大,主偏角愈小,则切削截面就愈宽愈薄,愈容易产生振动。
车削中的低频振动时,通常工件系统和刀架系统都在振动(但绝大部分情况下工件系统的振动较大,起着主导地位),它们时而相离,时而趋近,产生大小相等方向相反的作用力和反作用力。

 超级复合加工中心
超级复合加工中心 5轴数控加工中心
5轴数控加工中心 复合加工中心
复合加工中心 数控车床
数控车床 立式车床
立式车床 立式加工中心
立式加工中心 卧式加工中心
卧式加工中心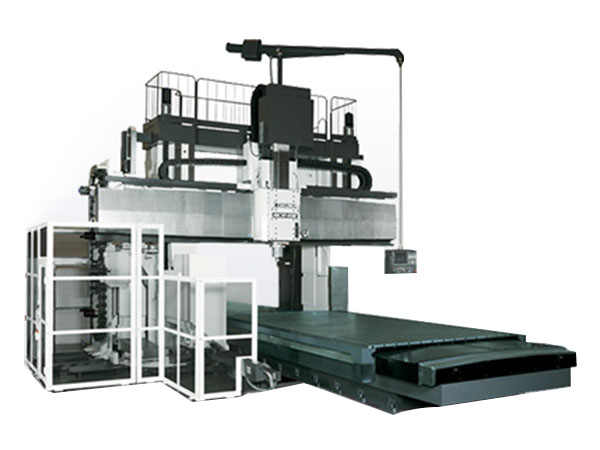 龙门式加工中心
龙门式加工中心 磨床
磨床 IT/CNC
IT/CNC LCR-270-e型数控车床
LCR-270-e型数控车床 LBR-370-e数控车床和车削中心
LBR-370-e数控车床和车削中心 MXR-V-e-立式加工中心
MXR-V-e-立式加工中心 MAR-H-e-卧式加工中心
MAR-H-e-卧式加工中心 MBR-H-e-卧式加工中心
MBR-H-e-卧式加工中心 GENOS-数控车床
GENOS-数控车床 GENOS-立式加工中心
GENOS-立式加工中心 GENOS-数控车床和车削中心
GENOS-数控车床和车削中心 LC-450
LC-450 LC-500
LC-500 LC-600
LC-600 LC-650
LC-650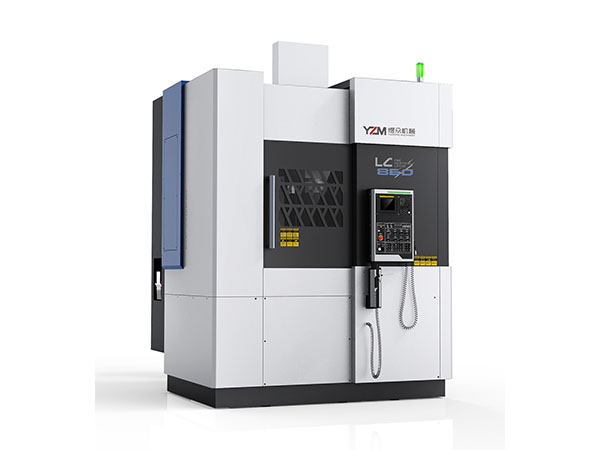 LC-860
LC-860 JT动力刀塔-车铣复合
JT动力刀塔-车铣复合 JT斜轨-数控车床
JT斜轨-数控车床 CK平轨-数控车床
CK平轨-数控车床 联系人:张总
联系人:张总
 电话:18913517208
电话:18913517208
 座机: 0512-50135964
座机: 0512-50135964
 网址:www.chibeicnc.com
网址:www.chibeicnc.com
 地址:江苏省昆山市开发区前进东路757号楼
地址:江苏省昆山市开发区前进东路757号楼

